
By Annette Baltzer Larsen and Alan Friis
It is crucial for safe and profitable production that changes eliminating or reducing unacceptable risks are implemented before production begins.
In the food and pharmaceutical industries, hygiene in the production environment and production equipment is essential to prevent contamination and ensure food safety, product safety and product quality for the produced goods. But how should this be approached?
The focus of this article is on hygienic risk assessment and risk reduction of production equipment concerning food safety, product safety,and product quality, and how these activities are linked to activity management (the V-model).
Ideally, risk assessment and risk reduction should take place before production starts, but it should also be carried out regularly throughout the lifecycle of the production equipment, for example, due to changed production or changed procedures of various kinds.
Regardless of whether the risk assessment task is large or small in scope, it is important to proceed systematically to achieve the best possible result, so the company gets the most out of its investment.
Standards are a good starting point
The harmonised standard EN 1672-2:2020 can advantageously be used as a basis for meeting the Machinery Directive's requirements for risk assessment and management in relation to CE marking of machines and processes. EN 1672-2:2020 was released in a new and updated version at the end of 2020. Risk assessment remains a crucial part in the new version, but new methodologies for risk reduction have now been outlined.
The first step in risk assessment is to clarify the boundaries for the intended use of the process the equipment must handle. This means which products the specific production equipment will be used for and under which conditions production will take place. This involves understanding operation, intervals for cleaning and maintenance, staff knowledge levels, and environmental parameters.
It is also necessary to know the specific production equipment's position in the processing chain, as the risk level differs depending on whether raw materials or a pasteurised/heat-treated product is being handled.
Identification of risks ensures minimal product contamination
In risk identification, the risks that may arise during production and cleaning are identified – especially focusing on food/product safety and thus the risk of contamination of the products.
Contamination can occur at different locations in production and is typically divided into these categories:
Biological contaminations
- Microbiological – pathogenic microorganisms or microorganisms that degrade product quality.
- Allergens.
- Residues from previous productions, e.g., active substances in pharmaceutical production.
Physical contaminations
- Equipment parts (plastic, metal, glass, etc.).
- Skin, hair, etc.
Chemical contaminations
- Residues of cleaning or disinfection agents.
- Residues of chemicals used in earlier stages of production (e.g., primary production, pesticides).
Risk identification must include both direct and indirect risks of contamination.
Direct risks are often associated with:
- Insufficient hygienic design of production equipment.
- Processes that are not fully thought through and assessed (in production and cleaning) for the expected use of the specific production equipment.
- Sub-optimal processes and procedures, both in production itself and cleaning.
Indirect risks are often associated with:
- Factory layout and hygienic design of premises, which also includes installations for water, air, drainage, power, etc.
- Additions to production, such as ingredients, or lack of control over potential contamination of the raw material.
Realistic risk analysis and risk assessment enable the best action
In the risk analysis, each identified risk is assessed in terms of its consequences for food/product safety and the likelihood of occurrence. It is then possible to determine what action should be taken if the risk occurs, so production is brought back under control.
For this purpose, a realistic grading of risks according to both probability and consequence is applied. The risk score is calculated by multiplying these two factors. With a realistic approach, it must be assessed which intervals of risk scores require different actions (red-yellow-green).

The realistic approach to both identification of risk and especially the assessment in terms of consequence and probability (= risk score) is important. In addition to a realistic assessment of probability and consequence, relevant risk reduction should be implemented if necessary. This is particularly important for the risk scores marked as yellow or red, i.e., where they have either 'some significance' or 'significance' for food/product safety.
Figure 1 shows that risk scores in the range 1-5 are marked 'green'. These are risks assessed as having no significance for food/product safety. A minor adjustment may be made if the risk occurs, but it may also be determined that no action is needed.
Risk scores in the range 6-12 are marked 'yellow' and are assessed as having 'some significance' for food/product safety. These 'yellow fields' require an additional assessment of whether it is possible to reduce the identified risk. In cases where it is not possible to reduce the risk to a 'green field', it is important to have a procedure that is enacted when the risk occurs, so production can be brought back under control.
Risk scores in the range 15-25 are marked 'red' and are significant for food/product safety. When the risks marked in red occur, production is not under control. Risk reduction is especially important in the red area. If these areas can be risk reduced, production will be significantly more robust. The arrows in Figure 1 indicate the risk reduction, which by reducing probability and/or consequence will yield a lower risk score.
Risk assessment is prepared before production begins
It is important that the risk analysis is carried out before a production is started, and that a realistic assessment of the risk score (consequence • probability) is made, so that it is possible to achieve a realistic risk assessment where the acceptable risks are described and actions are evaluated. In addition, unacceptable risks must be managed by either risk reduction or the development of appropriate procedures to ensure that production can be brought back under control.
The risk assessment should ideally be performed several times during development and design phases, with the first time being while still at the drawing board. It is also necessary to reassess the risk analysis at intervals to ensure its continued relevance.
It is important that the risk assessment is 'correct' for several reasons:
- If one 'uses a sledgehammer to crack a nut' production costs are unnecessarily increased, which can result in the company becoming less competitive.
- Of course, it is important to avoid contaminations. These can be caused by pathogenic microorganisms, where it is not legally permitted to sell products that could cause disease. In the case of a pharmaceutical company, it is important – in addition to avoiding microbial contamination – to prevent contamination with active substances from previous productions.
- It is critical to know whether a given challenge can be risk reduced without the costs becoming prohibitively high, which may mean an alternative design must be chosen.
Therefore, it is essential that risk assessment and risk reduction are made for the specific production and in the relevant part of the production. Integrating risk assessment into project management therefore gives the best result, as there will be an ongoing focus on the risk assessment throughout the project.
Reducing hygienic risk – an iterative process
As previously mentioned, EN 1672-2:2020 includes improvements in the assessment of possibilities for risk reduction. Opportunities for risk reduction can be divided into four possible areas:
- Improvement of hygienic design.
- Improvement/optimisation of process engineering aspects of the process.
- Improvement of cleaning and disinfection procedures.
- Implementation of additional measures by the food producer (e.g., training).
By making improvements in one or more of the above points, it will often be possible to lower the numbers for the assessment of probability and/or consequence and thus the risk score.
If it is not possible to reduce all red/yellow marked risks or risks with high risk scores, it is important that the described procedures ensure what will happen if the specific risk arises.
Consistent activity management with integrated risk assessment
The V-model helps ensure effective activity management of the project/task, where the iterative process ensures that at every stage, it is reassessed whether risk-reducing actions are needed. The overall risk assessment is incorporated as an iterative process from the start to the end of the project/task. Irrespective of activity size, there may be a risk that something goes wrong if the project is not managed in a consistent manner.
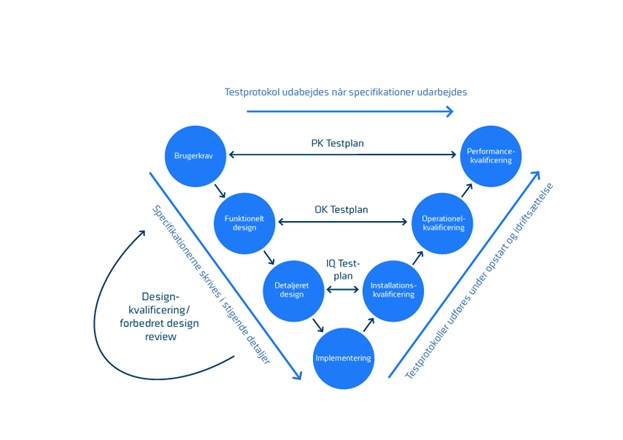
On both sides of the V-model, a risk assessment of the cleaning of production equipment should be performed:
- One risk assessment of the equipment, i.e., cleanability and thus hygienic design (this is on the left side of the V-model).
- One risk assessment of production and the product, i.e., cleaning in practice (this is on the right side of the V-model).
Already when requirements are set at the start of an activity, it is necessary to consider which risks exist and how these risks will be overcome. At every stage of the activity, the iterative process and the established requirements must be continually reviewed.
Important task that requires communication between parties
It is important to recognise that food/pharma companies cannot perform hygienic risk assessment and risk reduction of production equipment single-handedly – nor can the equipment manufacturer. The best results are achieved when the involved parties collaborate and maintain good communication with each other.
