
Af Annette Baltzer Larsen, Kristine Garde og Thomas Fich Pedersen, FORCE Technology
Høj fødevaresikkerhed og god og ensartet produktkvalitet er et dansk varemærke med afgørende betydning for både konkurrenceevne og eksport. For at sikre dette er det vigtigt, at hygiejnen er i top og at produktionsudstyret er vedligeholdt.
I projektet ”Monitering af hygiejnen i lukket produktionsudstyr” fokuseres der på netop dette og der arbejdes i to parallelle spor:
- Sensorer til måling af slutskyllevand
- Metoder til tilstandsvurdering af overflader i lukket procesudstyr
Der vil i denne artikel være fokus på spor to – metoder til tilstandsvurdering af overflader i lukket procesudstyr. En fremtidig artikel fokuserer på resultater for måling af slutskyllevandet.
Udfordringer med fjernelse af biofilm
Det er almindelig kendt, at der dannes biofilm under fødevareproduktionen, hvor produktrester (organisk materiale) og mikroorganismer sætter sig fast på produktionsudstyrets overflade under produktionen. Overfladens beskaffenhed har stor indflydelse på både dannelsen af biofilm, og på den efterfølgende effektivitet af rengøringen. Jo bedre biofilmen kan ”skjule” sig for rengøringsvæsken på en ujævn overflade, jo mindre effektiv er rengøringen.
Derfor er det er vigtigt at finde ’usynlige’ hulrum under overfladen i produktionsudstyr, da de er vanskelige eller umulige at rengøre i dybden og derfor udgør en stor risiko for biologisk forurening af produktet. Med biologisk forurening menes både risiko for forurening af produkter med mikroorganismer og/eller allergener.
Scoreatlas – forsøg og resultater
Formålet med den ene del i spor to i projektet er at udvikle en metode, kaldet Score-atlas, til reproducerbar tilstandsvurdering af overflader i/på produktionsudstyr som er i drift, med henblik på optimering af rengøring men også som en hjælp til vurdering af løbende vedligehold.
Metoden baserer sig på en traditionel kvantitativ inspektionsmetode, penetrant-test, hvor skader, der er åbne til overfladen gøres synlige med en kombination af en penetrant-væske og en fremkalder. Ved åbne skader vil penetrant-væsken løbe ned og fylde hulrummet under overfladen op. Når fremkalderen efterfølgende påføres overfladen, trækkes penetranten op og ’bløder ud’ omkring åbningen af skaden.
Hypotesen er, at der er en lineær sammenhæng mellem hulrummets volumen under overfladen og udblødnings størrelse - jo større skade og volumen under overfladen, jo større udblødning.
Penetrant-testens reproducerbarhed
De første forsøg havde til formål at bestemme penetrant-testens reproducerbarhed. Der er taget udgangspunkt i en rustfri stålplade med en svejsning med flere revner, hvor der på et udvalgt område blev gennemført gentagne penetrant-test. For at sikre samme udgangspunkt for hvert forsøg, er pladen blevet grundig rengjort mellem hver gentagelse af testen med: 1) vand, 2) ultralyd bad, 3) opvarmning til 50°C for at få evt. væske i skaden til at fordampe og 4) slutteligt afkølet til stuetemperatur.
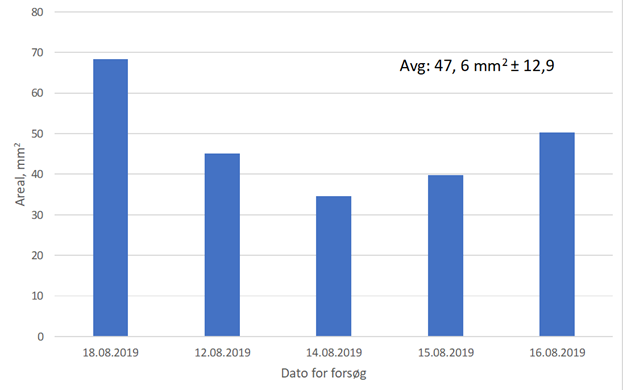
Der kan ses revner i svejsningen både ved hvidt lys og med penetrant ved UV-lys (jf. Figur 1). Der kan ses variation i udblødningen af penetrant-væsken fra revnerne 10 minutter efter at fremkalder er påført, jvf. EN ISO 3452-1:2013, ved 5 på hinanden følgende forsøg (jf. Figur 2). Arealet af udblødningen opmåles med et beregningsværktøj (ImageArea). Arealet af udblødningen fra hver af de 5 forsøg er angivet i Figur 3.

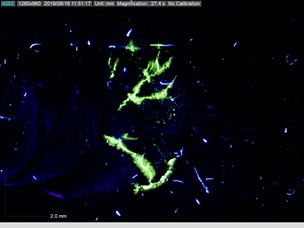

Udseende af udblødningen varierer fra forsøg til forsøg som et resultat af hvordan penetranten er blevet aftørret og fremkalderen er blevet påført. På trods af dette kan arealet af udblødningen fra revnerne i svejsningen bestemmes med en vis nøjagtighed at dømme ud fra de 5 gentagne forsøg (47,6 mm2 ±12,9). Forsøgene indikerer, at penetrant-testen er reproducerbar og at volumen under overfladen kan bestemmes med en vis usikkerhed.
Udover forsøg med svejsningen med revner, er der også blevet gennemført forsøg med testblokke med veldefinerede huller. Her kendes volumen af hvert enkelt hul, hvorfor forsøgene kan give en klar indikation af sammenhængen mellem volumen og udblødning. Oparbejdning af data fra disse forsøg forventes afsluttet i Q4 2019.
Erfaringerne fra de hidtidige forsøg har vist, at man skal være meget påpasselig med dels at aftørre overfladen for overskydende penetrant-væske og dels at påføre fremkalder i rette afstand og mængde på emnets overflade. Disse erfaringer vil danne grundlag for den procedurebeskrivelse, som projektet forventes at levere.
På baggrund af forsøgene og fortolkning af resultaterne forventes det fortsat, at der kan udvikles et kategoriseringssystem for størrelse og dybde af fejl, revner eller pittings på rustfri ståloverflader. Kategoriseringssystemet forventes udviklet til en branchestandard med acceptkriterier, tilsvarende farveatlasset som i dag kendes fra svejseområdet.
Overfladeåbenhed og rengørlighed
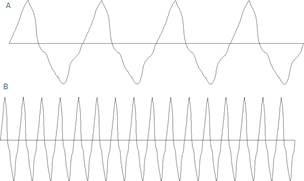
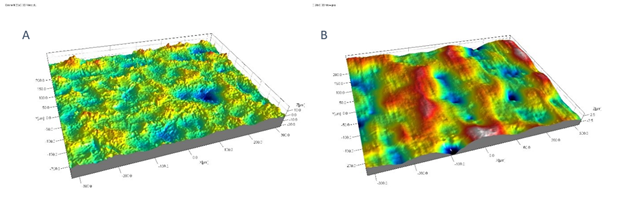
De sværeste overflader at rengøre er de overflader, der har dybe og smalle fordybninger (jf. figur 4b). Selv med rengøringsvæske, der har en lav overfladespænding, kan det være svært at komme effektivt ned i bunden af disse fordybninger. Sammenlignes med overfladen i figur 4a, vil rengøringen være noget lettere, idet fordybningerne i overfladen af materialet ikke er så smalle.
Den almindelig anvendte ruhedsparameter, Ra, udtrykker, hvor dybe fordybningerne er, målt over en linje, mens Sa udtrykker, hvor dybe fordybningerne er, målt over et areal af overfladen. For at beskrive, hvor svært det er at rengøre en overflade mangler man imidlertid information om, hvor mange fordybninger, der er over enten en linje eller et areal. Med andre ord - hvor smalle fordybningerne er. Jo dybere og smallere fordybninger, jo sværere er det at få rengøringsvæsken helt ned i bunden og dermed få biofilmen effektivt vasket væk. Denne parameter kan udtrykkes ved: "density of summits". For linjebaserede ruheder hedder denne Rds og måles i "toppe pr µm", mens den for areal baseret ruhed kaldes Sds og måles i ”toppe per µm2”. Rengøringsvenligheden vil derfor kunne udtrykkes, som det inverse af Sa*Sds eller Ra*Rds2. Derfor:
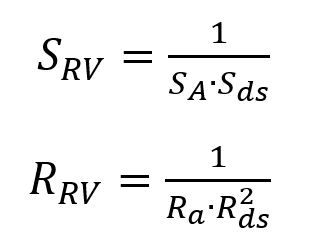
Hvor SRV angiver rengøringsvenligheden målt over et areal af materialet, mens RRV angiver rengøringsvenligheden målt over en linje på materialet. Da Ra er retningsafhængigt mens Sa er uafhængig af retninger og rengøringsvenlighed decideret er en overflade egenskab er det logisk set sandsynligt at rengøringsvenligheden målt over et areal af materialet, SRV, vil give den bedste parameter til vurdering af overfladens rengøringsvenlighed.
Hvorfor er værdi for overfladens åbenhed relevant?
Når man i dag anvender ruhedsmåling (Ra-værdi) som eneste parameter for overfladens beskaffenhed er dette mangelfuldt, da man ikke får information om overfladens åbenhed og dermed rengøringsvenlighed. På to overflader med samme Ra-værdi kan der være stor forskel på rengøringsvenligheden. Dette hænger sammen med, at rengøringsvenligheden af en overflade afhænger af åbenheden af denne. En mere åben overflade vil have færre spidse vinkler ned i dybden sammenlignet med en mindre åben overflade (jf. figur 5).
Fødevarevirksomhedernes ønske er ofte at kunne foretage rengøringen så hurtigt og effektivt som muligt, samtidig med, at de sikrer både fødevaresikkerhed og -kvalitet. En besparelse på få minutter ved hver rengøring, bliver sammenlagt til flere timer på et år. Når der ses på det samlede ressourceforbrug (vandforbrug, energi, forbrug af rengøringskemikalier, tid uden produktion/”mistet produktion” og ”personale-tid” til rengøringen) er det en betragtelig sum, der kan spares ved få minutters reduktion i rengøringstiden hver gang.
I dag stilles kun krav om overfladens ruhed, men mon ikke fødevarevirksomhederne vil stille krav til åbenheden af overfladen til nyt udstyr, hvis undersøgelser viser at rengøringen lettes betragteligt og at det er muligt at angive et valid mål for rengøreligheden.
Sikring af hurtigere og mere effektiv rengøring
For at være på forkant med en sådan efterspørgsel er FORCE Technology gået ind i arbejdet med at få fastlagt en formel for angivelse af dette. Sammen med formlen skal de udregnede værdier verificeres ved rengøringsforsøg som foretages senere på året.
De nye metoder til tilstandsvurdering af overfladen skal sikre en mere jævn overflade, hvor rengøringen kan blive så hurtig og effektiv som muligt. Den første del: ”Scoreatlas”, vil primært finde anvendelse i eksisterende udstyr, hvor resultaterne vil kunne anvendes i det løbende vedligehold af udstyret. Scoreatlas vil dog også med fordel kunne anvendes ved 3. parts kontrol af nyt udstyr. Den anden del: ”overfladeåbenhed og rengørelighed” vil primært finde anvendelse i forbindelse med nyt udstyr, hvor det med fordel bør indgå - sammen med kravet omkring anvendelse af hygiejnisk design - i kravspecifikationen. På denne måde sikrer fødevarevirksomhederne, at det indkøbte udstyr kan holdes rent.
Sammen med fokus på det hygiejniske design, vil de nye metoder til tilstandsvurdering af overfladen være med til at sikre en hurtigere og mere effektiv rengøring således at fødevaresikkerhed og produktkvalitet til stadighed er i top.
