
Nyt casestudie giver ny viden til fødevareproducenter om rengøringen af produktionsudstyr og sikrer, at opstart af produktionen foregår på et rent grundlag.
En hurtig og valid kontrol af, om rengøringen af det lukkede produktionsudstyr i en fødevareproduktion har været effektiv, er vigtig for at kunne starte en ny produktion på et rent grundlag. Hvordan kan dette udføres bedst muligt?
De mest anvendte metoder til validering af rengøringen er sensorer, der måler på den faktiske rengøringsprocedure – det kan være en eller flere af følgende sensorer, afhængig af hvor udbygget CIP-anlægget er: temperatur, ledningsevne, pH, flow og turbiditet. Disse målinger viser om den pågældende rengøring er ens fra gang til gang. Det, der ikke vises i de målte værdier, er forskellene i dannelsen af biofilm i produktionsanlægget, og dermed om den pågældende rengøringsprocedure også er optimal for en produktion, hvor der f.eks. er lidt længere produktionstid end normalt. Resultater for de nye valideringsmetoder, der er undersøgt, vurderes i artiklen.
Validering af rengøringen
Når en målemetode er blevet valideret, bliver den efterfølgende rutinemæssigt anvendt, og der bliver herefter monitoreret og verificeret. For at kunne foretage monitorering og verifikation skal rengøringsproceduren og målemetoderne altså være valideret, og krav for rengøringens effektivitet være fastsat i risikovurderingen. Dermed kategoriseres arbejdet med at finde egnede sensorer til måling af effektiviteten af rengøringen som en valideringsproces. Verifikationen opnås først, når den specifikke målemetode konsekvent anvendes af fødevarevirksomheden til kontrol af den specifikke rengøring.
Direkte eller indirekte prøveudtag
Nogle produktionsvirksomheder vælger at udtage prøver enten direkte eller indirekte for at verificere effektiviteten af rengøringen, andre virksomheder vælger udelukkende CIP-sensormålinger som dokumentation for, at rengøringen er gennemført, som den plejer. I sidste tilfælde opnås ikke dokumentation for rengøringens effektivitet og viser derfor ikke om produktionsanlægget rent faktisk er rent.
Ved direkte prøveudtag afsvabres udvalgte punkter i/på produktionsudstyret. Her skal man være meget omhyggelig med at afsvabre de mest hygiejnisk kritiske steder, det vil sige steder, hvor det er sværest at komme til at holde rent.
Ved indirekte prøveudtag er det slutskyllevandet, der udtages. For at kunne stole på et resultat herfra, skal det selvfølgelig være repræsentativt for den del af produktionsudstyret, der indgår i den pågældende rengøring.
Derfor er det vigtigt, at det hygiejniske design er vurderet, så der ikke er hygiejnisk kritiske steder i produktionsudstyret, hvor f.eks. flowet ikke er optimalt. Et ikke-optimalt flow vil betyde, at rengøringen ikke bliver som forventet – og skyllevandsprøven vil derfor heller ikke vise den reelle status på rengøringens effektivitet. Desuden er det vigtigt at huske på fortyndingsfaktoren ved udtagning af prøver af slutskyllevand. Derfor er det væsentligt, at den analyse der vælges, har en lav detektionsgrænse.
Viser den valgte analysemetode altid lave analyseværdier – eller måske endda ”ikke detekterbare” værdier, bør det vurderes, hvorvidt metoden egentlig er anvendelig til formålet, og om risikovurderingen af den pågældende produktionslinje fungerer efter hensigten? Det er vigtigt at pointere, at et fravær af kontaminanter ikke nødvendigvis skyldes en effektiv rengøring, men også kan skyldes en ikke gennemtænkt risikovurdering i forhold til enten prøveudtagning eller analyse.
Håndtering af biofilm og stressede mikroorganismer
Mikroorganismer fra en biofilm, der stadig er i/på udstyr efter endt rengøring, kan være i en ”viable-but-not-culturable” tilstand. Det vil sige, at de kan vokse i det pågældende produkt og give udfordringer med både fødevaresikkerhed og produktkvalitet, men de kan ofte ikke vokse og tælles ved anvendelse af en standardtest for enten den specifikke analyse (f.eks. totalkim) eller den pågældende mikroorganisme. Er det ønsket at foretage en mikrobiologisk dyrkning og tælling, er udfordringen ved såvel det direkte som det indirekte prøveudtag at mikroorganismerne er stressede, og ofte ikke er i stand til at vokse og blive ”tælbare” ved standardtesten. Problemet kan løses ved at disse mikroorganismer nurses, så de afstresses og dermed kan vokse frem og tælles. Alternativt kan der vælges en metode, hvor der tælles mikroorganismer uden forudgående dyrkning.
Kemiske undersøgelser af slutskyllevandet giver ofte ikke samme udfordringer, som de mikrobiologiske tællinger, idet det er kemiske komponenter, der måles på og ikke levedygtige mikroorganismer.
I forskningsprojektet ”Monitorering af hygiejne i lukket produktionsudstyr”, som er medfinansieret af Styrelsen for Innovation og Udvikling, arbejdes bl.a. med forskellige muligheder for monitering af hygiejne i det lukkede produktionsudstyr, så som tanke, rør og pumper. For at kunne måle på hygiejnen i det lukkede udstyr, er der i projektarbejdet valgt at undersøge slutskyllevandet, som dermed er en indirekte prøveudtagning. Forskningsprojektet har afprøvet og valideret to nye målemetoder og har også medtaget almindelige kendte mikrobiologiske valideringstest, så de nye metoder kan valideres op imod de kendte.
Hvor den forrige artikel (Plus Proces nr. 5) om dette emne koncentrerede sig om beskrivelsen af de nye metoder til rengøringsvalidering (hhv. måling af TOC og tælling af mikroorganismer uden forudgående dyrkning), der er valgt at arbejde med i projektet, vil denne artikel omhandle det første casestudie, hvor resultater korreleres til kendte analysemetoder. I skrivende stund er det indledende arbejde med at udarbejde en trendkurve (kontrolkort) for den pågældende rengøring af objektet påbegyndt, men ikke afsluttet.
Casestudie 1 – resultater og vurdering i forhold til anvendelse
For casestudie 1 er det valgt at udtage prøver fra pladevarmeveksler efter endt rengøring hhv. efter mellemrengøring (”ML”) samt slutrengøring (”slut”). Derudover er der udtaget prøver af det rene vand inden anvendelse som skyllevand (”nulprøve”). En mellemrengøring (”ML”) er kortere rengøring, hvor der er skyl, rengøring med basisk rengøringsmiddel og slutskyl, hvorimod slutrengøringen (”slut”) har noget længere varighed og består af skyl, basisk rengøring, skyl, rengøring med syre samt et slutskyl.
Slutskyllevandsprøverne er undersøgt for kendte mikrobiologiske analyser (IBC og totalkim), for tælling af bakterier (BactoBox) samt for Total Organisk Carbon (TOC), ledningsevne og tælling af partikler. IBC-metoden er en flowcytometrisk måling af mikroorganismer.
Det er valgt at behandle data statistisk ved Principal Component Analyse (PCA-plot). PCA-plot er en teknik, der anvendes til at fremhæve variationen mellem data. Det anvendes ofte, når data skal forklares og visualiseres. Variationen i disse variable er størst i PC1 (X-akse) retning og mindre i PC2 (Y-akse) retning. Det vil også sige, at afstanden mellem punkter i PC1 retning har større betydning (mere forskellige) end afstanden i PC2 retning. Når variable trækker mod venstre i et plot, betyder det, at uanset om de ligger over eller under PC1 (X-akse), vil højere værdier af en variabel give anledning til højere værdier af den anden variabel, som ligger i samme retning. Jo tættere variable ligger på hinanden i plottet, jo bedre er korrelationen.
Resultaterne for totalkim/ml ligger for alle prøverne meget lavt (<10 eller 10 cfu/ml). Det er kendt, at mikroorganismer fra en biofilm kan være stressede og i en ”viable-but-not-culturable” tilstand. I dette tilfælde har analysen for totalkim vist, at den ikke er den mest velegnede analyse til validering af rengøringens effektivitet. Idet resultaterne er meget lave eller ikke detekterbare udelades analysen i den videre statistiske behandling. Enkelte outliers, det kan være prøver, hvor der har været laboratorie fejl ved en af analyserne, er desuden fravalgt i det statistiske dataset.
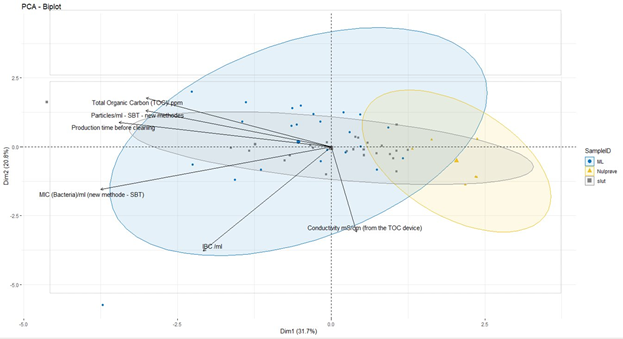
Af figur 1 fremgår det, at ”nul-prøve” grupperer sig (gul cirkel), enkelte af ”nul-prøver” grupperer sig dog med prøver fra hhv. ”slut” og ”ML”. Fælles for disse er, at produktionstiden har været kortest, dvs. der har været mindst dannelse af biofilm i løbet af produktionstiden, og den anvendte rengøring har dermed fjernet det hele.
Ser vi generelt på ”ML” og ”slut” prøverne, er det sværere at skelne disse skyllevandsprøver fra hinanden. Tendensen er en større spredning på ”ML” prøverne. Kigger vi mere specifikt på de enkelte resultater, kan det ses, at de ”ML”-resultater, der grupperer sig tættere på ”slut”-prøver, er de ”ML” prøver, der har haft en kortere produktionstid inden rengøring.
Både ”ML” og ”slut” prøver med længere produktionstid har højere indhold af både TOC og partikler, hvormed det kan konkluderes, at længere produktionstid giver højere værdier af disse variable efter rengøringen. Dette viser med meget stor sandsynlighed, at der ved de længere produktionstider er dannet mere biofilm, som de anvendte rengøringsprocedurer (hhv. ”ML” og ”slut”) ikke har været helt tilstrækkelig til at få vasket helt væk.
Idet produktionstiden trækker mod venstre i PCA-plottet, er der også korrelation mellem længere produktionstid og et højere MIC (bakterier/ml - BactoBox), og specielt for ”ML” prøver, hvilket jo ikke er unaturligt, idet ”ML” rengøringen ikke er helt så effektiv som ”slut” rengøringen.
Det er vigtigt at pointere, at der ikke har været udfordringer med hverken fødevaresikkerhed eller produktkvalitet i perioden, hvor skyllevandsprøver er udtaget. Det vil sige, at selvom der både kan ses rester af TOC og mikroorganismer i skyllevandsprøver, er objektet rent nok til den pågældende produktion. Det er dog sandsynligt, at de kortere produktionstider har betydet, at pladevarmeveksleren er blevet rengjort i bund, så det tilbageværende biofilm fra de længere produktionstider, er fjernet helt ved rengøring efter de kortere produktionstider.
Konklusion og læring efter casestudie 1
Fravalget af analysemetoden ”totalkim” i den statistiske behandling af resultaterne fra casestudie 1 understøtter den formodning, vi har haft de sidste år, nemlig at mikroorganismer fra en biofilm har svært ved at vokse frem på en standardtest, og at analysen ”totalkim” ikke er den bedst egnede analyse til at eftervise, at rengøringen har været tilstrækkelig effektiv. De meget små udsving, der viser sig ved en analyse for ”totalkim”, gør, at det er svært at reagere på resultatet.
Resultaterne viser desuden, at længere produktionstid giver en mere udtalt dannelse af biofilm, som kræver en mere optimeret rengøring at få vasket helt væk. Rengøringsproceduren for casestudie 1 har været tilstrækkelig til ikke at give udfald i hverken fødevaresikkerhed eller produktkvalitet, men der kan ses forskel på længden af de anvendte produktionstider og et højere indhold af hhv. TOC, partikler, bakterier (MIC) og til dels IBC. Det er sandsynligt, at redningen ved en ikke helt tilstrækkelig rengøring ved de længere produktionstider er, at der også er kortere produktionstider og dermed mindre biofilmdannelse, hvor den anvendte rengøring får fjernet de rester, der måtte være i produktionsudstyret. Rengøringsproceduren har været i stand til at vaske i bund efter de kortere produktionstider.
Selvom det første casestudie udelukkende fokuserede på pladevarmeveksleren og rengøringen af denne, skal det huskes, at hygiejnen i hele produktionen ikke kan forenkles. Det er nødvendigt med en risikobaseret tilgang til hele den integrerede produktionslinje. I skrivende stund udtages prøver til casestudie 2, hvor der er udvalgt 6 forskellige objekter. Resultaterne fra casestudie 1 er anvendt i vurderingen af, hvilke kendte mikrobiologiske analysemetoder, der kan anvendes til at verificere de nye målemetoder. Derfor er de kendte mikrobiologiske analyser til casestudie 2 blevet udvalgt med omhu i forhold til erfaringer opnået i casestudie 1.
Alt i alt vil en hurtig og sikker validering af rengøringen af produktionsudstyr betyde, at fødevarevirksomheden er sikker på en opstart af produktionen på et rent grundlag. Når der er opnået erfaring med trendkurve (kontrolkort) for de enkelte rengøringsprocedurer for det forskellige udstyr, vil disse trendkurver ydermere kunne anvendes ved optimering af rengøringen.
